




手 机:15112316407
Q Q:272794434
网 址:www.007her.com
地 址:广东省东莞市大岭山镇农村工业路22号101室
供应置物架自动焊接对焊件端面的整理要求不严,焊前工作对口端面与夹钳电极触摸外表必须有严厉进行整理,整理办法有砂轮、钢丝刷、等机械整理,也可以用酸洗,焊前对焊夹钳电极的正确选用和焊接过程中保护修补,也是一个重要条件。置物架自动焊接批发闪光对焊时,两焊件对接面的几许形状和尺度根本共同,圆形焊件直径差不超越15%,方形焊件和管形焊件尺度差不超越10%,焊件断面大时,可将其间一个焊件端部倒角,使电流密度增大,易于激发闪光,使之可不用预热或可不用进步闪光初期二次电压的工艺要求。

供应置物架自动焊接使用金属资料制造零件的场合,有许多时候都需要将资料切断成规定的尺度,再将其衔接起来。衔接资料的方法有使用铆钉进行机械衔接和使用焊接进行冶金衔接以及使用超声波进行物理衔接。置物架自动焊接批发是使用冶金的方法将金属资料高效率地经济地衔接起来的一种方法。因此在产业界被广泛地使用。精细电阻点焊机是最适合用于小型的、功能要求高的电子部品,以及精细机械工业中的小型部品的拼装。取代了以往的锡焊、铆接等金属衔接工艺。
供应置物架自动焊接焊接切割作业时,将作业环境l Om范围内一切易燃易爆物品清理干净,应注意作业环境的地沟、下水道内有无可燃液体和可燃气体,以及是否有可能泄漏到地沟和下水道内可燃易爆物质,以免因为焊渣、金属火星引起灾害事故。置物架自动焊接批发高空焊接切割时,制止乱扔焊条头,对焊接切割作业下方应进行隔离,作业结束应做到认真细致的查看,确认无火灾危险后方可离开现场。应运用契合国家有关标准、规程要求的气瓶,在气瓶的贮存、运输、运用等环节应严格遵守安全操作规程。

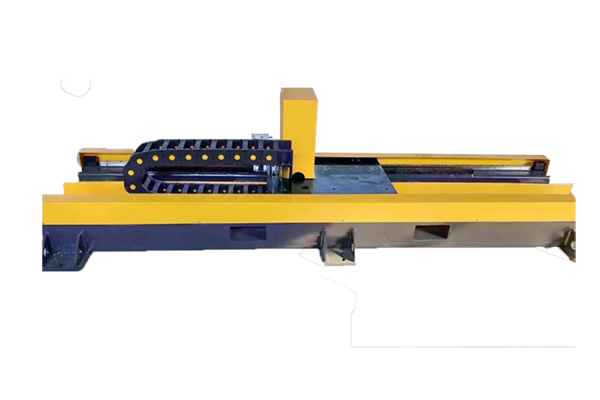
置物架自动焊接批发系选用双面双点过流焊接的原理,作业时两个电极加压工件使两层金属在两电极的压力下构成必定的触摸电阻,而焊接电流从一电极流经另一电极时在两触摸电阻点构成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极构成回路,不伤及被焊工件的内部结构。供应置物架自动焊接点焊的工艺进程为开通冷却水;将焊件外表整理干净,安装精确后,送入上、下电极之间,施加压力,使其触摸良好;通电使两工件触摸外表受热,局部熔化,构成熔核;断电后坚持压力,使熔核在压力下冷却凝固。

1.供应置物架自动焊接现场使用的,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材;2.焊接现场10m范围内,不得堆积油类、木材、氧气瓶、乙炔发生器等易燃、易爆物品:3.焊接操作及配合人员有必要按规定穿戴劳作防护用品。并有必要采取避免触电、高空坠落、瓦斯中毒火灾等事故的安全措施;4.次级抽头联接铜板应压紧,接线柱应有垫圈。置物架自动焊接合闸前,应详细查看接线螺帽、螺栓及其他部件并承认完好完全、无松动或损坏。接线柱处均有保护罩。
手机:15112316407(蒋生)
电话:13923782005(何生)
邮箱:272794434@qq.com
地址:广东省东莞市大岭山镇农场工业路22号101室

微信号
