




手 机:15112316407
Q Q:272794434
网 址:www.007her.com
地 址:广东省东莞市大岭山镇农村工业路22号101室
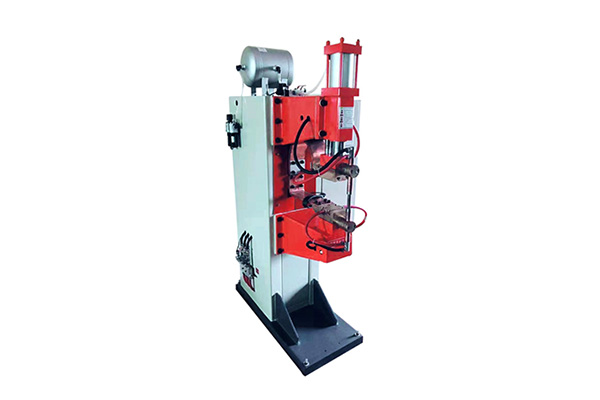
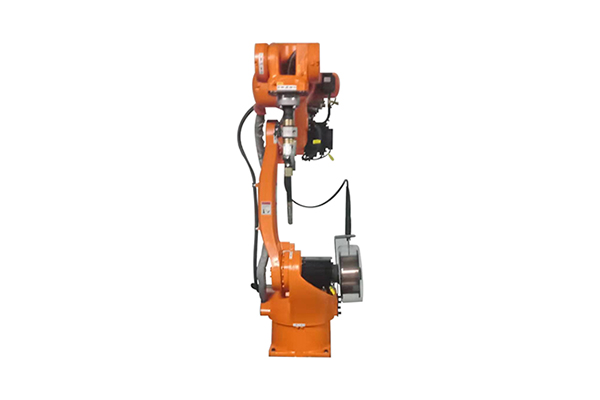
优质机器人焊接是依据电容储能迅速放电,输出大电流来完成焊接。因为电容储能瞬间放电输出大电流的特点,焊接工件外表痕迹很小,产品美观。机器人焊接厂家采用电容贮存能量而在瞬间释放出大电流,对电网冲击小;因为焊接时间短、中频点焊机电流大,使得因为焊接过程所发生的热量引起工件过热氧化和变形等状况减少至最小;焊接压力可以经过压簧调整设定;能焊接铁金属、不锈钢,也能焊接银、铜、铝等难焊金属以及非相同金属之焊接。

机器人焊接厂家点焊头运用留意点:不能空焊。点焊头在放电时会发生上千度的高温,假如没有接触任何金属体,则点焊头处于高温的时间长,在于空气接触时易造成氧化,从而降低焊头的运用寿命以及降低焊接效果.点焊头的放电部分空腔内防止粘上导电异物,假如粘上导电异物则焊接效果下降.防止短时间接连操作。优质机器人焊接点焊头维护:点焊头放电发黑或许氧化严峻时应运用较细砂纸打磨,去掉氧化层点焊头应用和分类点焊头应用在各种焊接设备中.包括电子点焊机、碰焊机、热压机、超声波焊机等设备。
1、优质机器人焊接高温下的强度和硬度高,有良好的抗变形和抗磨损能力;2、高的电导率和热导率,本身电阻发热小,能迅速消除焊接区传来的热量,以延伸电极寿数,改进中频点焊机焊件表面的受热状况;3、高温下与焊件金属形成合金化的倾向小,物理性能安稳,不易粘接。有一点要阐明的是,并不是所有的点焊机电极材料都要很好的满意.上述几点要求,要根据本身的焊接工艺和焊接材料特点来挑选适宜的电极材料。机器人焊接厂家电极端面的形状也很重要,要根据不同的材质规划不同端面的中频点焊机电极。
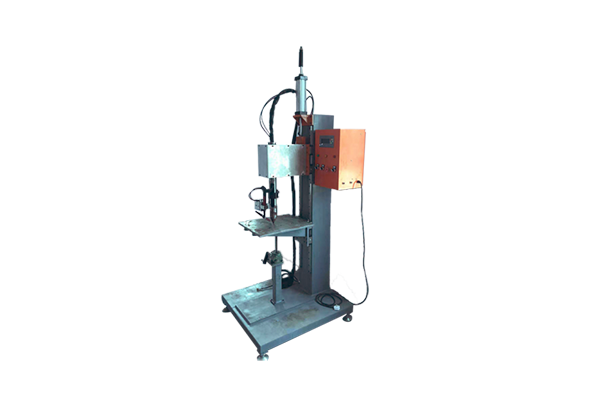
1、机器人焊接厂家焊接质量,中频沟通点焊机是将工频(50Hz)沟通变换为中频(数百Hz)沟通输出,时间分辨率比工频进步,控制精度进步;逆变直流点焊机的逆变频率较高,控制精度更高。中频沟通点焊机输出电流受次级输出回路变化影响大,逆变直流电阻点焊机不受影响。2、优质机器人焊接焊接速度,两种焊机焊接速度挨近,但由于热效率的不同,逆变直流电阻点焊机要快些。在焊接电流要求较大的场合,首推逆变直流电阻点焊机。3、节能效果,中频沟通点焊机变压器损耗较工频沟通点焊机大大降低。

机器人焊接厂家选用强规范焊接,即大电流短时间,让工件直接触电阻产热增大,电极散热下降。1、选用不同外表直径的电极,在薄件或导电、导热性好的工件一侧选用较小直径,以增加这一侧的电流密度、并减小电极散热的影响;2、优质机器人焊接选用工艺垫片:在薄件或导电、导热性好的工件一侧垫- 块由导热性较差的金属制成的垫片,以削减这一一侧的散热;3、选用不同的电极材料,在薄件或导电、导热性好的工件一侧采 用导热性较差的铜合金,以削减这一侧的热丢失。

需检查一下优质机器人焊接的设备运行是否正常,通电后运行一段时间,仔细调查,假如没有异常则说明设备功能正常。检查一下点焊机的点焊针是否在同一水平面上,并且有没有发生氧化现象,或者是烧黑现象,如有的话,可以用砂纸打磨点焊针。在运用机器人焊接厂家时,调查点焊的产品没有炸火和烧黑的现象,如有,需要对点焊机进行调试。在点焊的过程中,不要随便调动点焊机和罕见之间的高度等其他数据。每运用一个小时就需要用砂纸打磨点焊针,这样是为了除去点焊机在作业时发生的氧化物。
手机:15112316407(蒋生)
电话:13923782005(何生)
邮箱:272794434@qq.com
地址:广东省东莞市大岭山镇农场工业路22号101室

微信号
